

50-50000L K-тип, F-тип различных спецификаций стеклянных реакционных сосудов
Уровень заводской квалификации продукции достигает 100%

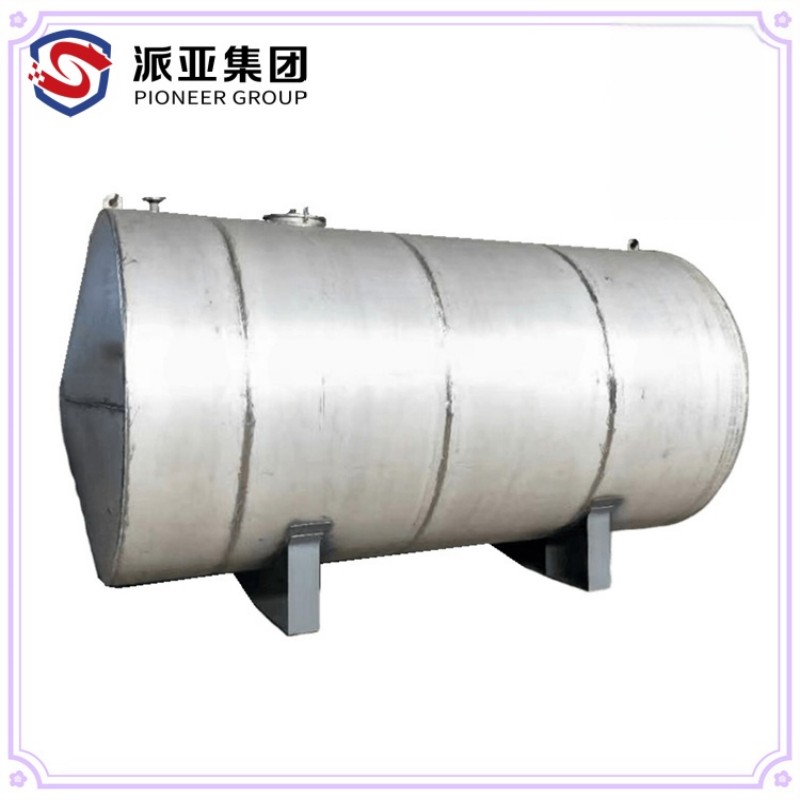
Реактор из нержавеющей стали без рубашки
Реактор из нержавеющей стали без рубашки Вместимость: от 50 до 100000 литров.Реактор из нержавеющей стали без рубашки имеет гладкую внутреннюю поверхность и полированную внешнюю поверхность, специально применяется в чистом производстве без обыч...

Реактор открытого типа со стеклянной футеровкой
Реактор открытого типа со стеклянной футеровкой Реактор открытого типа со стеклянной футеровкой составляет от 10 до 15000 литров, это вид двухкомпонентного оборудования вертикального типа с верхней вставкой мешалки, также называемого “Фла...
Рекомендации по продуктам
Тонкопленочный испаритель из нержавеющей стали
Испаритель с протертой пленкой из нержавеющей стали Площадь испарения:От 0,1 до 40 м2; Испаритель из нержавеющей стали с протертой пленкой/WFE – это новый тип высокоэффективного испарителя, который может быть использован для испарения пад... 
Эмалированный дистилляционный резервуар/колонна
Эмалированный дистилляционный резервуар/колонна Вместимость:Фланцевый тип:50 – 50000 литров ОПИСАНИЕ ПРОДУКТА Дистилляционный бак со стеклянной футеровкой применяется в процессе дистилляции для разделения термодинамики и других средств ... 
Эмалированный фильтр Нуте с механическим перемешиванием
Эмалированный фильтр Нуте с механическим перемешиванием Номинальная площадь фильтрации:0,2 – 2,84м2.ANF или ANFD со стеклянной футеровкой имеет такие преимущества, как антикоррозийность, многофункциональность, высокая применимость, конфиг... 
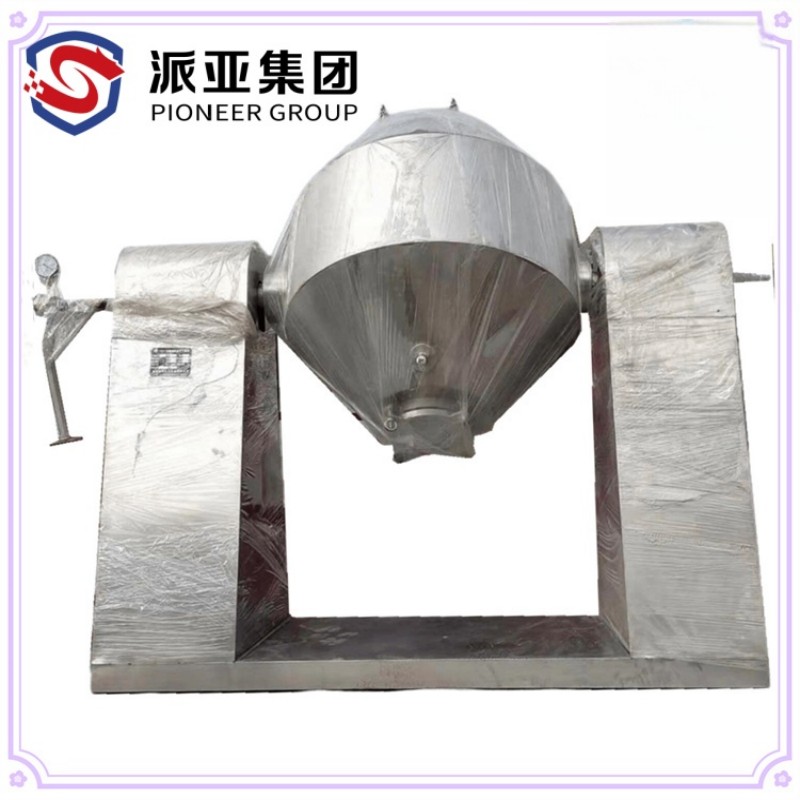
Двухконусная вакуумная сушилка из нержавеющей стали
Двухконусная вакуумная сушилка из нержавеющей стали Вместимость: от 50 до 10000 литров.Нержавеющая сталь RCVD/CDB имеет гладкую внутреннюю поверхность и полированную внешнюю поверхность, специально применяется в чистом производстве с рубашкой н... 
Эмалированный кожухотрубчатый теплообменник
Эмалированный кожухотрубчатый теплообменник Площадь теплообмена:Площадка под трубу: от 3 до 500 м2 , куртка: 1-22 м2,кожухотрубный теплообменник со стеклянной футеровкой является отличным технологическим оборудованием, которое применяется с кор... 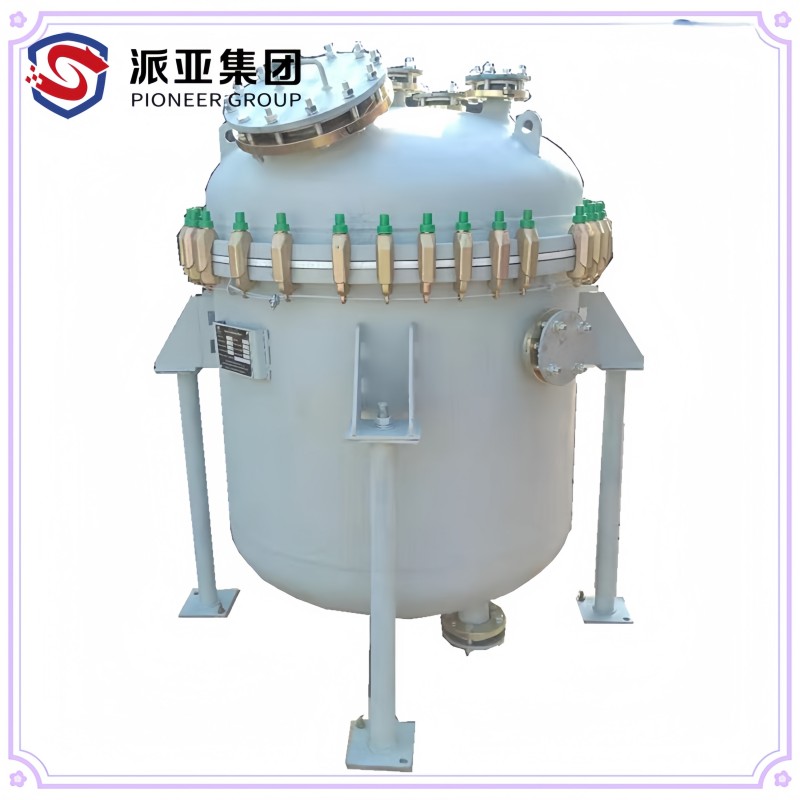
Вертикальный эмалированный резервуар
Вертикальный эмалированный резервуар Стандартная емкость фланцевого типа:50 – 3000 литров и индивидуальная емкость: 300 – 12500 литров; Стандартная емкость моноблочного типа:1000 – 80000 литров. ОПИСАНИЕ ПРОДУКТА Стеклянный... Наши новости
01
03/2026Где купить химический реактор с мешалкой?
содержание Ошибки при выборе и почему ?просто купить? не работает Критерии выбора: на что смотреть после техзадания Где искать и как оценивать поставщика Цена, сроки и подводные камни После покупки: монтаж и первые пуски Поиск реактора — это не просто ?нашел, заказал, получил?. Часто люди упускают из виду, что ключевое — не сам аппарат, а то, как он будет работать в конкретном процессе. Стекло, сталь, мешалка, уплотнение — каждое решение имеет последствия. Ошибки при выборе и почему ?просто купить? не работает Самая частая ошибка — гнаться за низкой ценой, игнорируя среду. У нас был случай: заказали стандартный химический реактор со скребковой мешалкой для высоковязкой суспензии. Вроде бы всё по каталогу подошло. Но не учли абразивность среды. Через три месяца работы сальниковое уплотнение пришло в негодность, началась течь, проект встал. Пришлось срочно искать замену на магнитный привод. Потеряли время и деньги. Вывод: сначала техзадание, потом — поиск. Ещё один момент — универсальность. Нет ?реактора на все случаи жизни?. Для тонкого органического синтеза, где важна чистота и точность температурного контроля, нужна одна конструкция (часто стеклянная или с эмалевым покрытием). Для процессов с кристаллизацией или большим выделением газа — совершенно другая, с усиленной мешалкой и особыми отражателями. И да, поставщики. Рынок переполнен посредниками, которые просто перепродают оборудование, не вникая в детали. С ними можно столкнуться с проблемой, когда для нестандартного фланца или ремонта мешалки нужно ждать запчасти полгода из-за границы. Поэтому сейчас мы всегда смотрим в сторону производителей, которые имеют собственное КБ и цех металлообработки. Критерии выбора: на что смотреть после техзадания Итак, процесс описан, среда ясна. Первое — материал. Стеклянная футеровка (эмаль) — для агрессивных сред, где важна инертность. Нержавеющая сталь (марки 316L или хастеллой) — для менее агрессивных, но где выше давление или нужна механическая прочность. Стеклянные реакторы — отдельная история, они хороши для визуального контроля, но требуют аккуратного обращения с термоударами. Второе — мешалка. Турбинная, якорная, рамная, пропеллерная. Выбор зависит от вязкости и цели перемешивания. Для суспензий твёрдых частиц часто нужна турбинная, чтобы не дать осадку лечь на дно. Для смешения жидкостей — пропеллерная. Ошибка в типе мешалки может привести к плохой гомогенизации или, наоборот, к разрушению частиц продукта. Третье — привод и уплотнение. Сальниковое уплотнение дешевле, но может ?потеть? и требует обслуживания. Магнитная муфта (верхний магнитный привод) — герметично, нет изнашивающихся частей в контакте со средой, но дороже и имеет ограничения по крутящему моменту. Для вакуума или высокого давления — только магнит. История с ?нестандартным? фланцем Был у нас проект, где требовалось подключить к реактору сторонний датчик с необычным присоединением. В стандартных моделях такого фланца не было. Обратились к нескольким поставщикам. Большинство сказали: ?Только серийные модели, ждать переделку 8 месяцев?. Нашли компанию, которая пошла навстречу. Это была ООО Цзыбо Пайя Импорт Экспорт. Они оперативно внесли изменения в чертёж и изготовили реактор с нужным фланцем за разумный срок. Их сайт — https://www.glreactor.ru — стал для нас потом полезным ресурсом по спецификациям. Компания, кстати, работает с 2006 года, и что важно — это именно производитель, а не перекупщик. Площадь в 50 000 м2 и свои конструкторские отделы позволяют им гибко реагировать на запросы. Где искать и как оценивать поставщика Сейчас основная площадка для поиска — это, конечно, интернет. Но не стоит ограничиваться первыми строчками выдачи. Нужно смотреть на глубинность сайта: есть ли техническая документация, чертежи, расчётные формулы, описание технологий. Если сайт — это просто каталог с ценами и контактами, это плохой знак. Обязательно запрашивайте опросный лист у поставщика. Хороший, детальный опросник — это уже половина успеха. Он заставляет вас самих ответить на множество вопросов о процессе, которые вы, возможно, упустили. Если менеджер сходу называет цену без такого листа — это повод насторожиться. Спрашивайте о реализованных проектах в вашей или смежной области. Запросите контакты для отзывов (хотя бы 1-2). Настоящие отзывы часто содержат не только похвалу, но и описание проблем и того, как их решили. Это ценно. Что касается компании Пайя, то из их описания видно, что они позиционируют себя как профессионального разработчика и производителя, особенно в сегменте оборудования со стеклянной футеровкой. Наличие собственной системы контроля качества и отдела послепродажного обслуживания — это критически важные пункты. Оборудование ломается, и нужно понимать, кто и как будет его чинить. Цена, сроки и подводные камни Цена складывается из материала, сложности изготовления, типа привода и дополнительного оснащения (рубашки обогрева/охлаждения, датчики, КИПиА). Иногда дешевле купить реактор ?в базе?, но потом докупать и монтировать обвязку отдельно. Иногда — выгоднее заказать готовый модуль ?под ключ?. Считайте общую стоимость владения, включая монтаж и возможные простои. Сроки изготовления. Стандартные модели — от 4 недель. Нестандартные — от 8 недель и больше. Всегда закладывайте запас. И уточняйте, что входит в срок: только изготовление или также испытания, покраска, упаковка. Один раз мы получили реактор с необработанными сварными швами внутри, потому что в договоре не было явно указано ?шлифовка и пассивация внутренней поверхности?. Пришлось делать самим на месте. Логистика и таможня. При покупке у зарубежного производителя, даже как у Пайя, которая активно работает на экспорт, этот вопрос ключевой. Кто готовит документы? Кто несёт риски при транспортировке? Как осуществляется гарантийное обслуживание? Эти вопросы нужно решать до подписания контракта. После покупки: монтаж и первые пуски Получили реактор — это только начало. Важно правильно его установить. Фундамент должен быть ровным и выдерживать вибрацию от работающей мешалки. Неправильная обвязка трубопроводов может создать напряжения на фланцах. Перед первым пуском — обязательная опрессовка и проверка на герметичность. Мы всегда проводим ?холодную? обкатку на воде, имитируя рабочие режимы. Проверяем работу датчиков, систем аварийного отключения. И главное — не забывайте про обслуживающий персонал. Даже самый совершенный химический реактор может выйти из строя из-за ошибки оператора. Инструкции, обучение, чёткие регламенты — это часть успешной эксплуатации. Иногда полезно, чтобы специалист от производителя присутствовал на первых пусках. Некоторые компании, включая упомянутую, предоставляют такую услугу. В итоге, ответ на вопрос ?где купить? — это не название магазина. Это путь от глубокого анализа своего процесса, через кропотливый выбор технических характеристик, до поиска ответственного партнёра-производителя, который сможет не просто продать железо, а помочь реализовать ваш технологический процесс. И такие компании, безусловно, есть на рынке.
05
02/2026Емкостные реакторы: тренды и обслуживание?
содержание От каталога до цеха: где кроется разрыв Обслуживание: не по графику, а по состоянию Тренды: умные датчики и простая механика Провалы и уроки: личный опыт Вместо заключения: что в приоритете? Когда заходит речь о емкостных реакторах, многие сразу думают о давлении, температуре, коррозии. Но часто упускают из виду самую простую вещь — как на самом деле выглядит их ежедневная жизнь на производстве, между плановыми ТО. Не идеальная картинка из каталога, а работа в режиме, когда уже пора менять прокладку, но смена еще не закончилась. Вот об этом, о трендах в контексте именно эксплуатации, а не только покупки, и поговорим. От каталога до цеха: где кроется разрыв Беру в пример стеклофутерованные реакторы. Производители, конечно, пишут про стойкость к агрессивным средам. Но на практике ключевым становится не столько сама стойкость, сколько термоудар. Резкий нагрев или охлаждение — вот что чаще всего дает микротрещины, а не постоянная работа в кислоте. Видел на одном из старых производств: операторы, чтобы ускорить цикл, лили охлаждающую воду по горячему корпусу. Результат предсказуем — через полгода реактор пошел в ремонт. Тренд здесь, кстати, не в материалах, а в системах автоматического контроля скорости изменения температуры, которые начинают появляться в новых моделях. Но их часто отключают ?для гибкости?… Парадокс. Еще один момент — универсальность. Сейчас многие хотят один реактор на все процессы. Это тренд, да. Но он ведет к компромиссам в обслуживании. Узкоспециализированный аппарат проще диагностировать. А когда в одном котле сегодня мешают полимер, а завтра делают органический синтез, то и износ идет по разным схемам, и предсказать следующую поломку сложнее. Мы как-то работали с компанией ООО Цзыбо Пайя Импорт Экспорт — они как раз производители, и в разговорах их технологов сквозила эта мысль: клиент хочет ?аппарат на все случаи?, но потом возникают нетипичные проблемы с тем же уплотнением мешалки или отложением осадков на стенках. Именно осадки — отдельная тема. В трендах пишут про гладкие покрытия, но жизнь вносит коррективы. При некоторых процессах образуется налет, который не отмыть стандартной CIP-мойкой. Приходится залезать человеку. А каждый такой заход в реактор — риск для футеровки. Так что тренд на ?легкость очистки? упирается в старую добрую ручную работу и ее качество. Без этого никакие суперматериалы не спасут. Обслуживание: не по графику, а по состоянию Планово-предупредительный ремонт — святое. Но с емкостными аппаратами он часто бывает избыточным или, наоборот, недостаточным. Потому что график составляют для ?среднестатистического? режима, которого не существует. Гораздо эффективнее, на мой взгляд, привязываться к косвенным признакам. Например, к потребляемой мощности привода мешалки. Если она потихоньку растет при тех же оборотах и плотности среды — возможно, начал изнашиваться подшипник или на лопастях наросло что-то. Это сигнал к проверке, а не к тому, чтобы ждать следующего квартала. Вот реальный случай. На предприятии стояли реакторы для синтеза смол. По графику осмотр раз в год. А процесс шел с абразивным наполнителем. В итоге за год футеровка в зоне вращения мешалки протиралась почти до металла. Когда вскрыли по плану — был шок. Пришлось менять корпус. Теперь там внедрили ежеквартальный эндоскопический контроль именно этой зоны. Дешевле и надежнее. Это и есть переход от обслуживания по календарю к обслуживанию по фактическому состоянию. Но для этого нужна культура диагностики, а не просто следование инструкции. Смазка, прокладки, сальники — скучные темы. Но 80% внеплановых остановок из-за них. Тренд здесь — на материалы. Например, PTFE-прокладки вместо паронитовых. Но опять же, если их затягивать тем же моментом, что и паронит, будет течь. Нужно обучать персонал заново. Часто закупают современные запчасти, но применяют старые практики. Пользы ноль. На сайте https://www.glreactor.ru у Пайя, кстати, есть хорошие технические памятки по монтажу и обслуживанию футерованных аппаратов — конкретные цифры моментов затяжки, температуры монтажа. Полезно, но доходят ли эти листы до слесаря в цеху — большой вопрос. Тренды: умные датчики и простая механика Сейчас все говорят про Industry 4.0, датчики вибрации, IoT. Это, безусловно, будущее. Видел пилотный проект, где на реактор установили акселерометры и анализировали спектр вибраций. Поймали начало расцентровки мешалки за две недели до того, как это стало слышно ухом. Но внедрение таких систем упирается в два фактора: стоимость и… недоверие персонала. Старший механик скорее поверит стетоскопу и руке, чем графику на планшете. Поэтому тренд будет идти медленно, через гибридные решения — где ?умная? система лишь советует, а решение принимает человек. А вот по части механики тренд, на удивление, консервативный. Возврат к надежным, проверенным схемам уплотнений — например, двойным сальникам с инертной затворной жидкостью для особо опасных сред вместо самых навороченных магнитных муфт в некоторых применениях. Магнитный привод — да, нет утечек. Но если процесс связан с кристаллизацией или вязкими средами, магнитная муфта может проскальзывать. Или ее сложно обслуживать на месте. Поэтому в проектах последнего времени вижу больше взвешенного подхода: не самое технологичное, а самое адекватное для конкретной задачи. Еще один практический тренд — модульность. Не гигантские реакторы на десятки кубов, а каскад из средних, стандартизированных. Как у того же Пайя в ассортименте видно. Это упрощает и обслуживание. Запасные части унифицированы, вышедший из строя модуль можно отключить и отремонтировать, не останавливая всю линию. Для современных многономенклатурных производств это спасение. И с точки зрения логистики запчастей — тоже. Не нужно держать на складе уникальный вал или крышку на 15 кубов, достаточно комплекта для стандартного 5-кубового модуля. Провалы и уроки: личный опыт Расскажу про один наш провал. Решили сэкономить на реакторе для процесса с попеременным нагревом и охлаждением. Взяли аппарат с хорошей футеровкой, но с менее надежной, как потом выяснилось, системой крепления мешалки. Конструктивно там была слабая точка — переход вала. В паспорте нагрузка была в норме, но вибрационные нагрузки от частых пусков/остановок мешалки (процесс требовал) не учли. Через 8 месяцев вал лопнул. Ремонт занял три недели, простой линии. Урок: паспортные данные — это идеальные условия. Надо всегда смотреть, как аппарат будет работать в динамике, в режимах переходных процессов. Теперь для цикличных процессов всегда закладываем запас по механической прочности привода и проводим пусконаладку с записью вибраций. Другой урок связан с ?ноу-хау? от производителя. Как-то поставили реактор с новой системой отбора проб без остановки мешалки. Конструкция была сложная, с иглой. В теории — прекрасно. На практике — эта игла забивалась после двух-трех отборов вязкого продукта. Чистить ее было сложнее, чем остановить мешалку и взять пробу классическим способом. Пришлось демонтировать узел и поставить стандартный штуцер. Так что теперь к любым усложнениям в обслуживании отношусь скептически. Простота — надежнее. И конечно, человеческий фактор. Можно иметь лучший реактор от профессионального разработчика, вроде Компании Пайя, которая, как известно, была основана в 2006 году, имеет солидные площади и полный цикл контроля. Но если оператор будет открывать клиновую задвижку на линии подачи кислоты рывком, создавая гидроудар, то никакая футеровка не выдержит. Поэтому главный тренд в обслуживании, который я для себя вывел, — это не технологии, а обучение и вовлечение персонала. Чтобы люди понимали, не просто ?крутить вентиль?, а что происходит внутри аппарата в этот момент. Вместо заключения: что в приоритете? Итак, если резюмировать разрозненные мысли. Тренды в мире емкостных реакторов сейчас идут в сторону гибкости, диагностики по состоянию и разумной цифровизации. Но все это должно быть надстроено над фундаментом: грамотной эксплуатацией и продуманным, а не формальным, обслуживанием. Самый дорогой аппарат можно угробить за месяц неправильной эксплуатации. При выборе и работе с реакторами сейчас стоит смотреть не только на технические характеристики, но и на доступность сервисной поддержки, наличие реальных, а не бумажных, инструкций по обслуживанию и ремонту. И на культуру производства у самого поставщика. Если производитель, как та же Пайя с ее более чем 200 сотрудниками и собственным контролем качества, может предоставить не просто аппарат, а полный пакет документации по его жизненному циклу — это серьезное преимущество. В конечном счете, реактор — это не статичная единица оборудования. Это живой узел в процессе. И его надежность — это производная от технологии изготовления, качества монтажа, адекватности ежедневного ухода и своевременной реакции на малейшие отклонения. Все остальное — второстепенно. Вот так, глядя на привычные емкости в цеху, и приходят эти простые, но выстраданные на практике выводы.

06
12/2025Как устройство химического реактора влияет на экосистему?
содержание Конструкция и ее роль в безопасности Влияние технологии на выбросы Реакторы и водные ресурсы Кислотные дожди и восприятие проблемы Будущее и развитие технологий Вопрос влияния химического реактора на экосистему часто вызывает дискуссии среди специалистов и экологов. На первый взгляд, кажется, что усовершенствования в конструкции минимизируют экологические риски, но так ли это на самом деле? Конструкция и ее роль в безопасности Основная задача конструкции реактора — это обеспечение химической реакции с максимальной эффективностью и минимальными потерями. Здесь важно учитывать, что любые промахи в технологическом процессе могут привести к нежелательным выбросам. В практике часто встречаются случаи, когда неправильно выбранные материалы для стенок реактора приводят к коррозии и утечкам. Компания Пайя, расположенная в Цзыбо, уделяет особое внимание материалам, используя стеклянную футеровку, это позволяет значительно снизить риск коррозии. По личному опыту могу сказать, что это осознание пришло не сразу, но практика и понимание технологии помогли избежать многих ошибок. В этом контексте важно не только материальное, но и технологическое обеспечение. Без корректной диагностики реального состояния реактора вся его конструкция может оказаться под угрозой. Ведущий разработчик ?Пайя“ настоятельно рекомендует периодическую проверку состояния реактора. Влияние технологии на выбросы Современные реакторы благодаря новым технологиям способны значительно уменьшить выбросы, но стоит помнить, что это требует не только технологий, но и элементарной внимательности. Зачастую из-за человеческого фактора неконтролируемые выбросы все же случаются. Практика показывает, что интеграция систем мониторинга может сократить количество выбросов. Установка датчиков по периметру реактора дает время для быстрого реагирования на экстренные ситуации. ООО Цзыбо Пайя Импорт Экспорт активно вводит такие системы в свои проекты, поэтому наши клиенты все чаще отмечают снижение инцидентов. Стоит также упомянуть, что с улучшенной системой контроля качества, как в случае с продукцией компании ?Пайя“, риск таких ситуаций заметно снижается. Это особенно актуально для реакторов с большими объемами. Реакторы и водные ресурсы Нельзя игнорировать влияние химических реакций на водные ресурсы. Очистка сточных вод и предотвращение попадания загрязняющих веществ в окружающую среду — ключевой аспект работы многих предприятий. Здесь монтаж соответствующих систем фильтрации и очистки стоит на первом месте. В нашей практике был случай, когда старое оборудование не обеспечивало достаточной очистки, что привело к значительному загрязнению местного источника. На основе этого мы внесли изменения в наш подход к проектированию систем, добавив многослойные фильтры. Это предложение принятие нашими клиентами на ура. Система водного оборота и передовые методы очистки, внедряемые фирмой ?Пайя“, позволяют минимизировать экологические риски. Мы продолжаем модернизировать наши системы на базе обратной связи со стороны клиентуры. Кислотные дожди и восприятие проблемы Кислотные дожди остаются одной из проблем, которую нужно учитывать при разработке конструкции реактора. Выбросы серы и азота могут стать катализатором этого явления. Необходимо осваивать и внедрять технологии, которые помогли бы снизить эти выбросы до минимума. Однако, эта проблема имеет и другой ракурс. Регуляторные ограничения играют важную роль в формировании восприятия проблемы среди производителей. Несовершенство законодательства пока не позволяет полностью исключить этот фактор, но компании, такие как ?Пайя“ из Цзыбо, чрезмерно ответственны при проектировании. Старая поговорка гласит: ?Лучше предупредить, чем лечить“, что особенно важно в контексте кислотных дождей и химических реакторов. Мы продолжаем работу над улучшением наших проектов, так как верим, что предотвратить проще, чем исправить. Будущее и развитие технологий Смотреть в будущее всегда непросто, когда речь заходит о технологиях. Постоянные улучшения требуют не только финансирования, но и постоянного обучения сотрудников. ?Пайя“ активно вкладывает средства в обучение персонала, что позволяет оперативно внедрять новации. Мы понимаем, что будущее за экологичными технологиями, которые обеспечат защиту нашей планеты и здоровье ее жителей. Это не пустые слова, ведь компании, такие как наша, уже делают шаги в этом направлении, метрики и факты говорят сами за себя. В итоге хочется отметить, что экосистема — это наша ответственность. Независимо от того, где находятся производственные мощности, взаимодействие должно быть сбалансировано. Путь к идеалу долгий, но он уж точно стоит того, чтобы изо дня в день становиться лучше.
-


-


-


WeChat
